








Литьевое оргстекло марки ТОСП это аббревиатура, расшифровывается как- Техническое Оргстекло Специальное Прозрачное.
Литое оргстекло ТОСП многие годы производит Дзержинский завод оргстекла, сокращенно ОАО «ДОС»
![]() строго по ГОСТу 17622-72, ТУ 2216 - 271 - 05757593 - 2001
строго по ГОСТу 17622-72, ТУ 2216 - 271 - 05757593 - 2001
Оргстекло ТОСП бывает нескольких размеров, в компании Александрия Вызаказать и приобрести оргстекло ТОСП форматом листов толщиной от
Оргстекло ТОСП от компании «АЛЕКСАНДРИЯ»
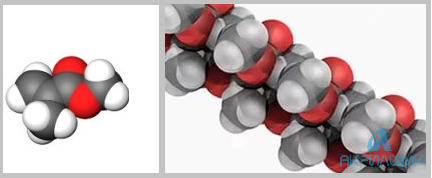
Литьевое оргстекло, производится из (ММА) Метилметакрилат-это бесцветная, маслянистая жидкость - сложный метиловый эфир метакриловой кислоты. Температура кипения — 100,3 °C, в водных растворах понижается до
 Мономер метилметакрилат ММА - Полимер полиметилметакрилат ПММА
Мономер метилметакрилат ММА - Полимер полиметилметакрилат ПММА
Который полимеризуется химическим способом под действием инициатора. И уже на стадии формирования, молекулы литьевого оргстекла соединяются в длинные и прочные цепочки. Это значит, что прочность литьевого оргстекла (акрила) обеспечивается на молекулярном уровне и позволяет получить продукцию с улучшенными показателями, чем оргстекло произведенное методом экструзии
Метод изготовления.
Литое оргстекло ТОСП получается путем заливки массы ММА, с добавлением красителя, пластификатора и прочих компонентов необходимых для придания специфических свойств между двумя силикатными или стальными листами с последующей полимеризацией, затвердением.
Окончательная полимеризация и упрочнение молекулярных связей происходит в камерах под воздействием принудительно циркулирующего воздуха. В результате образуется прочное органическое стекло в виде листа.

Очень важный нюанс; при заполнении формы торцы, чтобы масса не вытекала запечатываются пластиковой рамкой,
которая впоследствии так и остается на листе по всему периметру виде белого канта.
Маркировка литьевого стекла
Для обозначения марок оргстекла (акрилового стекла), полученного методом литья, используется маркировка -GS.
Заводская упаковка
Техническое литьевое оргстекло ТОСП, ТОСН имеет защитную пленку c двух сторон, легко гнется, формуется.
Заказывайте качественное литое, литьевое, оргстекло ТОСП по выгодной цене в компании «АЛЕКСАНДРИЯ».
Преимущества литьевого оргстекла. (перед экструзионным)
В отличии от других марок оргстекла, допускается соприкосновение с пищевыми сыпучими продуктами!!!.
1. Возможность изготовления заготовок сложной формы.
оргстекло ТОСП поставляется в виде листов, и при необходимости можно изготовить изделие любой формы..
2. Высокая химическая стойкость.
Литое оргстекло более устойчиво к кислотам и щелочам по сравнению с экструзионным. Именно поэтому литьевое оргстекло так любят специалисты для создания аквариумов различной сложности. ТОСП рекомендован для применения в водной среде, на открытом воздухе и в других условиях, где контакт с агрессивными средами неизбежен.
3. Отличная способность к термоформовке.
Такой материал в процессе термического формования не реагирует на неравномерность нагрева, дает меньшую усадку, не склонен к образованию внутренних напряжений. При необходимости можно выполнить повторную переформовку изделия.
4. Повышенная прочность.
Литое акриловое стекло отличается от экструзионного более прочными молекулярными связями. Молекулы «склеены» между собой в длинные цепочки, для нарушения этих связей и разрушения материала требуется гораздо большее количество энергии по сравнению с оргстеклом, полученным методом экструзии. Благодаря этому свойству, такой материал характеризуется повышенной ударной прочностью.
5. Идеальное качество поверхности.
Форма при изготовлении литьевого оргстекла GS имеет идеально плоскую поверхность которая так же будет и на самом листе ТОСПа
Недостатки литьевого оргстекла
1. Разнотолщинность листов.
Отклонение от номинальной толщины листа по всей поверхности может отличаться на 30%., это связано с технологическим процессом, заливаемая масса при застывании может не равномерно распределится по верхней поверхности листа
2. Возможность изготовления длинных листов.
Листы, полученные методом литья ограниченны размерами заливаемых форм. Максимальные размеры 2*3м
3. Усилие при формовке.
В процессе термоформования литьевого оргстекла требуется несколько большее усилие по сравнению с экструзионным оргстеклом, а усадка в процессе нагрева может достигать - 2%.
Области применения стекла ТОСП
1. Наружная реклама.
Так как данный материал пропускает свет без вреда для своего состояния на долгое время, не удивительно, что данное стекло начали применять в рекламировании товаров. Поэтому рекламщики используют оргстекло для изготовления следующих товаров – баннеры с фото, вывески, выставочные стенды, световые и рекламные табло, информационные табло, держатели, «кармашки» информационных стендов, демонстрационные конструкции торговое оборудование, вплоть до ценников.
2. Товары для дома и быта
За счет своей ударопрочности и долговечности ТОСП применяется для изготовления и товаров для дома и быта. Наиболее распространенными товарами являются – аквариумы, оконные стекла, столики для журналов и подставок, различная инженерная сантехника (душевые кабины, раковины, унитазы, ванные, бассейны), полочки, коробочки, емкости для еды, вплоть до холодильников. Различные мелочи в вашем доме – пуговицы, брелоки, шкатулки, линейки и лоточки также изготавливаются и органического стекла.
3. Оформление интерьера.
Оргстекло может легко принимать различную форму, не теряя при этом свои свойства. Его ударопрочность в 5 раз выше, чем у обычного стекла, и составляет 11-17 кДж/м2. У специальных марок этот показатель может достигать 100 кДж/м2. Для улучшения внешнего вида различных офисных зданий, рабочих кабинетов и отдельных квартир оргстекло также нашло свое применение. Так, могут изготавливаться различные элементы мебели (настольная лампа нестандартной формы), аквариумы и прочая мебель.
4. Медицина.
В различных лабораториях – для хранения отдельных препаратов и и защитных ограждений, вплоть до рентгеновского оборудования.
5. Торговое оборудование
Из оргстекла также производят торговое оборудование и мебель, наружную и внутреннюю рекламу, акриловые ванны, душевые кабины, фонари, теплицы, оранжереи, солярии, выставочное оборудование, подставки и многое другое.
6. Автотюнинг.
Фары для автомобилей, ветровые стекла на катера, мотоциклы, снегоходы….
Обработка оргстекла
Особенности монтажа и эксплуатации оргстекла
Оргстекло легко подвергается обработке. С ним можно делать всё, что угодно: резать, пилить, сверлить, окрашивать, полировать и гравировать. Работать с этим материалом столь же легко, как и с деревом. Он обладает способностью сцепления с самоклеющимися пленками, благодаря чему получил широкое распространение в рекламе и строительстве. Также стекло хорошо поддается сварке и склеиванию. Среди всего многообразия клеев наиболее подходящими для соединения литьевого оргстекла являются товары марки Grandflash, Cosmofen PMMA.
Формование материала происходит при температуре от 150°С до 180°С. Для того, чтобы согнуть лист, достаточно использовать простые приспособления, к которым относятся, например, термоструны.
Работать с оргстеклом следует осторожно, поскольку оно чувствительно к механическим повреждениям, тепловому излучению, способно впитывать пары и газы и освобождаться от их лишней концентрации. Следовательно, его нужно оберегать от появления царапин, воздействия высоких температур и влажности.
Для обработки оргстекла используется специальное оборудование, в основном шлифовальные станки и циркулярные пилы. Они оснащены вентиляцией, благодаря которой отводятся полученные в процессе обработки материала отходы. Если нарушена система охлаждения, то не исключен перегрев машины, который приведет к размягчению и деформации пластика. Охлаждающий эффект создается при помощи воды, парафина, растительного масла или воздушной струи. Применять для этой цели горюче-смазочные жидкости запрещено, поскольку растворители, используемые в их составе, могут неблагоприятно повлиять на состояние ПММА. Для защиты поверхности акрилового стекла используется полиэтиленовая пленка, которую удаляют после монтажа изделия.
Резка оргстекла
Инструменты, применяемые для резки оргстекла, могут быть различными, начиная от ручной пилы, и заканчивая лазером. Однако чаще всего разрезают материал по прямой линии дисковой пилой, а для фигурной резки пользуются ленточной пилой или фрезами.
С помощью ленточной пилы лучше всего делать заготовки под формовку материала, поскольку в данном случае четкий срез не нужен. Скорость вращения диска инструмента, как правило, составляет 700-800 м/мин.
Фреза используется в том случае, если необходимо получить фигуру сложной формы, поверхность которой должна быть четкой и гладкой.
Для резки литьевого акрила используется дисковая пила с армированными зубьями, при этом работают с ней на скорости 800-1200 м/мин. Выпилить мелкие детали можно инструментами для металла.
Высокоскоростное оборудование окажется полезным при необходимости выполнения более технологичной резки. Создать качественную кромку можно при наличии двух составляющих: высокой скорости резки материала и минимальной скорости подачи. Желательно, чтобы циркулярная пила вращалась 4000 об/мин. Предпочтительнее использовать диски, диаметр которых составляет
При резке лазером, внутри материала может возникнуть высокое напряжение. Поэтому такие поверхности склеивать не рекомендуется. В то же время у лазерной обработки есть преимущества. Благодаря этому способу можно с максимальной точностью выполнить работу, а качество самих разрезов остается на высоте. Кроме того, использование лазера предполагает меньшее количество отходов, нежели при применении пилы. Литое оргстекло в зоне разрезания быстро нагревается. Виной тому служат низкие показатели теплопроводности. Обрабатывать его следует на больших скоростях и при минимальной глубине срезаемого слоя.
Внимание! Специальная защитная пленка создана для предотвращения появления царапин во время хранения и обработки материала, поэтому удалять ее не следует.
Сверление оргстекла
Для сверления экструзионного оргстекла применяются сверлильные станки, как стационарные так и мобильные, и специальные свёрла для лёгких металлов, изготовленные из быстрорежущей стали. Перед обработкой материала инструменты предстоит специально заточить. У получившегося отверстия должны быть гладкие края, что позволит избежать растрескивания оргстекла. Если предстоит просверлить глубокое отверстие, то во время работы необходимо несколько раз вынимать сверло и очищать его от стружки. Эта мера также способствует оградить материал от сильного нагрева. Для литьевого оргстекла могут быть использованы любые металлические винтовые свёрла. Чтобы предотвратить внутреннее напряжение во время обработки, материал и режущий инструмент необходимо охлаждать сжатым воздухом или созданными для этой цели смазочными жидкостями.
Холодная гибка оргстекла
Оргстекло можно легко согнуть без нагрева, при этом не стоит подвергать плиты чрезмерному напряжению. Для этого нужно рассчитать минимальный радиус сгибания, величина которого должна превышать толщину пластика в 230 раз.
Гравировка оргстекла
Для того чтобы гравировать оргстекло, нужно использовать рыхлители, которые оснащены фрезами диаметром 2-
Шлифование оргстекла
Для шлифовки дефектных и грубых поверхностей используется мокрая наждачная бумага из мелкого корунда. Она хорошо справляется с царапинами. После полирования поверхность материала обрабатывают специальными средствами. Это могут быть диспергированные в воске полировочные пасты, трепел, крокус. Работы проводятся вручную или на специальном оборудовании.
Полирование оргстекла
В полировке нуждаются срезанные края материала, а также матовая поверхность, которой планируется придать зеркальный блеск. С поставленной задачей справятся алмазные резцы, если выбран механический способ обработки. Однако, при необходимости полировки криволинейного среза, рекомендуется использовать чистое «жёсткое» пламя высокой температуры. При этом важно соблюсти технику безопасности, и заранее подготовить материал (очистить поверхность). Метод предполагает создание значительных напряжений поэтому, перед дальнейшей работой с оргстеклом, необходимо их снять при помощи отжига.
Сварка и склеивание оргстекла
Характер обработки литого и экструзионного оргстекла отличается, хотя есть определенное сходство работ с этими материалами. И в том и в другом случае для склеивания листов рекомендуется использовать «родственные» клеящие составы, это поможет создать наиболее прочный и устойчивый к внешнему влиянию шов. Чтобы место соединения двух частей внахлёст или встык было аккуратным и не имело цвет, лучше применять клей ПММА сделанный на основе полиметилметакрилата. Перед работой литое оргстекло предварительно следует отжечь при температуре 65-80 °С и охладить естественным путем. Это позволит снять внутреннее напряжение материала.
Применение сварки обосновано в тех случаях, когда необходимо получить заготовку для формования изделий нестандартной формы, образовать утолщения и сделать крепления накладок. Обрабатывают литое оргстекло при более высоких температурах, до 300°С. Снимают внутреннее напряжение при помощи термической шлифовки готовой детали.
Экструзионное оргстекло можно склеивать не только между собой, но и с другими материалами. В любом варианте соединения шов будет надежным и долговечным. Желательно перед началом работы подвергнуть листы термообработке. В качестве растворов для склеивания оргстекла следует выбирать полиметилметакрилат в летучем растворителе (плёночный вид клея), сироп ПММА с диметиланилином (полимеризуемый вид клея). В последнем случае состав вещества непосредственно перед работой следует разбавить перекисью бензоила. Также используются эпоксидные, полиэфирные, полиуретановые типы клея под марками АК-90, МП-88 (81), БФ-2 (4,6). Из растворителей выбирают дихлорэтан и хлористый метилен. Когда клей высох и затвердел, готовое изделие отжигают при температуре 60°С на продолжении 2-5 часов.
Формовка оргстекла в горячем состоянии
С помощью формования можно придать материалу различную форму. Если с первого раза не удалось добиться желаемого результата, то полученную деталь нужно нагреть повторно и подправить неудавшееся место. Литой акрил, благодаря своей памяти о положении, способен без особых усилий принимать исходную форму при повторном нагревании. А вот экструзионное оргстекло сложнее возвращается в первоначальную позицию и только в том случае, если не было применено растягивание материала.
Перед нагреванием листа с него удаляют защитную пленку, однако на экструзионном материале ее можно оставить. Перед формовкой проводится горячая сушка, т.к. она нужна для профилактики появления пузырьков воздуха в готовом изделии. В пользу необходимости проведения данной процедуры говорит тот факт, что материал во время хранения и транспортировки может впитать в себя много влаги. Избавиться от нее помогает просушивание оргстекла при температуре 75 - 80° С в конвекционной сушильной камере, в которой происходит циркуляция горячего воздуха. Количество времени рассчитывается исходя из толщины листа: на каждый миллиметр должно приходиться 1-2 часа. Как правило, за сутки можно просушить материал с большим содержанием воды. Также процедура может проводиться при помощи инфракрасного излучения. При этом температура обработки и время остаются такими же.
Литое оргстекло рекомендуется нагревать перед формованием с помощью оборудования, которое создает равномерное температурное поле. При этом допускается перепад по плоскости и толщине листа не более ± 3° С. При предварительной обработке материал нагревают до температуры 165-190°С в течение 3-4 мин на мм толщины. В это время литое оргстекло теряет прочность, по сравнению с экструзионным, но эта разница незначительна.
При нагреве эти два вида материала ведут себя по-разному. Литой акрил дает равномерную усадку, не более 2%, экструзионный – в направлении экструзии от 3 до 6%, в поперечном направлении 1-2%. Если температура обработки разнится на 10-15°С, то литой акрил легко перенесет такую неоднородность, не растрескается и не разорвется, чего нельзя сказать об экструзионном оргстекле.
Во время горячей формовки их поведение также отличается. Чтобы деформировать литой акрил, необходимо приложить немало усилий, в отличие от другой разновидности материала. В обоих случаях рекомендуется работать с листами при температуре 160-170°С, со временем нагрева 3 минуты на каждый миллиметр.
Формы, которые используются в процессе обработки, могут быть деревянными, гипсовыми, алюминиевыми, стальными. Существуют несколько способов работы с пластиком. Самый простой заключается в заполнении формы горячим материалом. Более сложный метод предполагает свободное втягивание в вакуумплотной камере и свободное выдувание с помощью сжатого воздуха. Во втором случае процесс работы может проходить и без специальных форм. Если материал нужно только согнуть, то его следует нагреть в месте сгиба по прямой линии одним или несколькими приборами, например, нихромовой струной.
Перед тем как приступить к термообработке материала, нужно очистить поверхность оргстекла, снять остатки каких-либо веществ, в том числе клея, поскольку при размягчении листа содержание инородных структур может нарушить целостность пластика и повлиять на его прочность.
Предотвратить возникновение внутреннего напряжения поможет продолжительное и однородное охлаждение полученного изделия. Чтобы отпечатавшаяся форма сохранилась наилучшим образом, его следует оставить на матрице охлаждаться до температуры 60-70°С. Эта мера позволит избежать деформации. Перед нанесением на поверхность материала краски, растворителя или самоклеящейся пленки оргстекло следует подвергнуть процедуре термического кондиционирования.















{kind=link}